Sd.kfz.138 Panzerjager "Hetzer Starr"
38(t)駆逐戦車ヘッツァー シュタール型

| 2012.07.22 破損 箇所修正 | |
 |
キットのレジン製パーツは写真の様な構成であった。 全体的に大型の湯口が付いており、これらの除去がまずは問題となる。 また、レジンの注入不足と気泡による欠損が多数見られることから、これらの修復も必要となる。 |
 |
アルミ挽き砲身とメタルキャスト製のパーツ類。 機銃と防盾がどう見てもSd.kfz.250/251系のものとなっており、封入ミスと思われる。 防盾は真鍮板から作り直すことになるが、機銃はどこかから調達する必要がある。 |
 |
湯口を切除した状態。 このキットのレジンは硬度が高く亀裂が入りやすいことから、慎重に切除を進める必要がある。 |
 |
細かく残った湯口はデザインナイフで切除するが、亀裂による部品の欠損が出てしまった。 |
 |
足回りはレジン注入不足と気泡で壊滅的な状態となっている。 これを修復して作る方法もあるが、この崩壊具合では直すよりも置き換えたほうが早いように思われた。 |
 |
検討した結果、フジミのプラキットのパーツを流用して置き換えることとした。 似たような作業をディッカーマックスでも行ったが、その際もフジミのキットを部品取りに使っている。近年フジミのキットの入手性が極端に悪化しており、少々もったいない気もするが致し方ない。 |
 |
プラパーツを車体側に合う形に加工する。 |
 |
車体のパーツとの擦り合わせを行う。 |
 |
転輪が適切に接地する位置にパーツを取り付ける必要があるため、プラキットの足回りのパーツを組み立てる。 |
 |
誘導輪のみ追加工作を行う。 シュタール型の誘導輪は他の派生型と異なり、肉抜き穴の狭間にスポークスの様な凸モールドが付けられている。これを再現するため、プラ材の円柱を竹割りして張り込んでいる。 |
 |
足回りを組み立てた状態。 位置関係を見るために必要な転輪と起動輪のみ取り付けている。 |
 |
車体側との接合には真鍮線の軸を用いて行う。 |
 |
プラキット側に軸を埋め込み、仮止めが可能な状態とする。 |
 |
転輪の接地状況を確認する。 やや座高が低くなりすぎている感があるため、もう少し位置関係の調整が必要となる。 |
 |
背面からはさほど違和感は無く、パーツの合いも申し分ない。 |
 |
前面から見ると、足回りの位置がやや高めに付いてしまっていることが分かる。 全体的に1mm程度下に下げる工作が必要となりそうだ。 |
 |
主砲の取り付けを行う。 レジンの車体と防盾とアルミ挽きの砲身という組み合わせとなるが、基本は真鍮線の軸を入れて位置を調整しつつ固定する方式で取り付ける。 |
 |
中央に来る防盾パーツを挟んで前後から真鍮の軸で固定する方式とした。 |
 |
主砲を取り付けた状態。 位置調整のみを行い、固定は後の工程で行う。 |
 |
防盾の破損箇所を修復する。 キットパーツでは左右の凸部が破損しており、左側は破損した欠片が含まれていたため接着して修復した。 右側は欠片も無い状態であったことから、エポキシパテを使用して作りなおすこととなる。 |
 |
適当に盛りつけたパテが硬化した後、デザインナイフで形を整え、ヤスリで仕上げを行う。 |
 |
防盾は左右対称の形をしているため、修復作業は左右のバランスを見ながら行うことになる。 修復箇所とキットパーツの形状には特に違和感なく修復することができた。 |
| 2012.09.05 シェルツェン作成 | |
 |
並行制作をしているヘッツァー最終型の作業で作成した真鍮板製のフェンダーを取り付ける。 シュタール型のキットのフェンダーは寸法的に信頼性が低かったことから、フジミ製のプラキットにて採寸を行なってパーツを作成しているが、 そもそもが同じスケールのキットであるため、組み合わせ上は一切違和感の無い仕上がりとなった。 |
 |
排気管を作り直す。 キットでは車体と一体成型で作られていたが、クオリティが今一つであったため、切除して代替部品で作り直しを行う。 通常は真鍮パイプなどを使用して作成するのだが、排気管マフラーの直径が大きく適切な寸法の真鍮パイプがなかったことから、 プラパイプを使用して作成している。透明なパーツのため違和感があるが、塗装をしてしまえば分からなくなるため、問題はないであろう。 |
 |
シェルツェンを作成する。 この部位も採寸にはフジミのプラキットを使用することとした。 本来のキットパーツの寸法は図面と見比べても違和感があった上に、 足回りは同キットに置き換えているため、寸法的な親和性はプラキットを参考にした方が良いと判断した。 真鍮板からのスクラッチを行うにあたり、まずはパーツに採寸用のマスキングテープを貼る。 |
 |
真鍮板を板状に切り出す。 シェルツェンの様な横一列に同一寸法の部品が並ぶパーツを作る際には、切り出し元の部材は同一のものとすることが 精度向上の秘訣であるため、全パーツが切り出せるだけの素材を準備する必要がある。 |
 |
切り出した真鍮板に採寸用のマスキングテープを貼ってゆく。 |
 |
マスキングテープにあわせて部品を切り出す。 |
 |
シェつツェンとシェルツェンステーを固定するボルトは凸モールドで再現する。 こちらもプラキットの部品を参考に採寸を行い、パーツの裏面からケガキ針でモールドを形成する。 |
 |
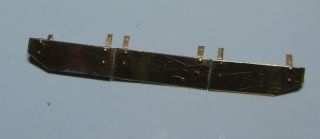
切り出したパーツの裏面にハンダメッキを施し、小さな真鍮板片を軸に三枚のパーツを接合する。 |
 |
シェルツェンは実車では3ピースのパーツ構成となるが、この寸法のキットでは3ピースのパーツを並列に固定することが難しく、 固定強度も低くなることから、事前に1ピースのパーツに加工してから車体に取り付けることとした。 |
 |
真鍮板からシェルツェンステーの部品を切り出す。 これも0.8mm幅程度で切り出した部材を適当な長さに切断してさくせいしている。 |
 |
シェルツェンステーをハンダ付けする。 ステー自体の長さは車体に合わせて調整を行うため、この段階では適当な長さに調整している。 |
 |
車体側にはシェルツェンステーの位置にあわせて開口し、仮止め用の真鍮線を埋めておく。 |
 |
車体側の取り付け位置とすり合わせを行いながら、シェルツェンステーの長さを調整する。 |
 |
長さが確定した時点で開口し、車体側の固定軸と位置合わせを行う。 |
 |
車体にシェルツェンを取り付けた状態。 寸法は期待通りの精度に収まったため、作成手順的にもまずまずの成功であった。 この段階では接着は行わず、着脱可能な状態としている。これは薄い真鍮板で作成したパーツであるため、 他の作業段階での破損を避ける目的と、足回りにかかるパーツであることから、組立と塗装の利便性を考慮した措置である。 基本塗装が終わるまでは着脱可能とし、迷彩を行う前に接着する予定である。 |